




发布时间:2024-06-30 17:13:55 浏览次数:2 公司名称:[迪庆]涌华金属科技有限公司
| 最小起订 | 1 |
|---|---|
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |





钢板的尺寸、外形、重量及允许偏差符合GB/T709-2006的规定,该标准的四类厚度偏差类别可供用户选择。
为增加标准的灵活性, 限度满足用户要求,体现标准的 自由度原则,本标准规定经供需双方协议,可供应其他尺寸、外形偏差的钢板。



堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。

首先,在生产堆焊耐磨板之前我们能够确定一个样品,这样耐磨板厂家就可以将样品作为之后生产的一个标准尺寸,对我们来说很重要,而且在大面积应用的时候一定要保障使用的一些基础的卷板等等是同一批次,而且使用的效率也比较高,给我们带来的帮助作用也比较大,对具体生产应用来说有很大的价值。
其次就是在大面积使用堆焊耐磨板的时候我们要确保基板都是统一批次的材料产品,这样加工的时候才不会出现一些意外,不会给我们带来很多意外的影响,大家一定要注意这一点,这样我们产品才会符合标准,还有就是在对板材进行表面加工和抛光的时候也应该注意有方向性,这样的产品表面会更好一些,使用起来会更加舒服


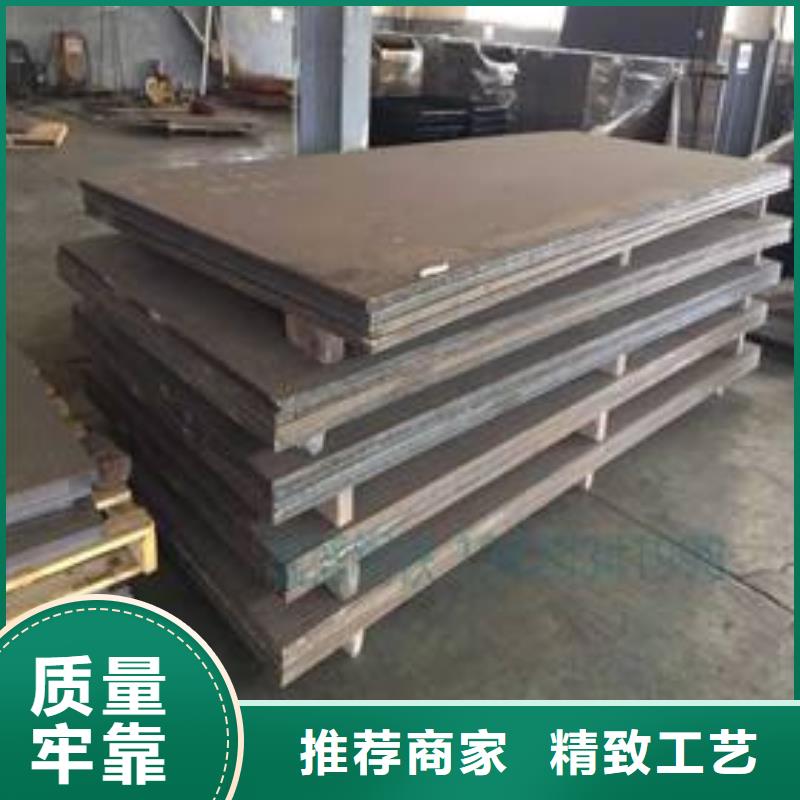
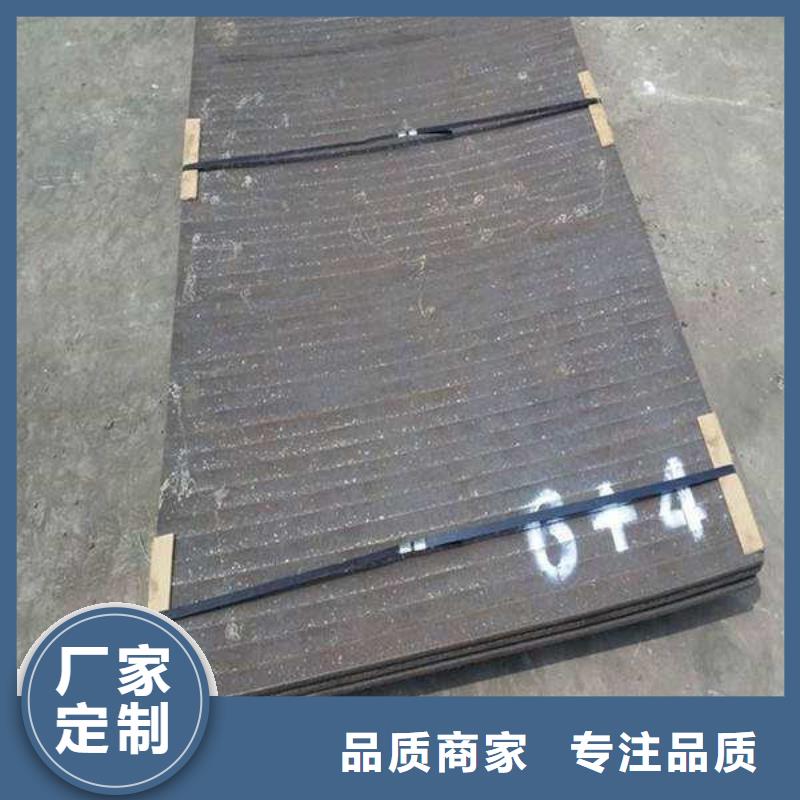
耐磨板规格齐全可零切
耐磨钢板规格全,品种多,已成商品系列化。耐磨合金层的厚度在3~20mm。复合钢板的厚度最薄为6mm,厚度不限。目前,标准耐磨钢板可提供1200或1450×2000mm,也可根据用户需求,按图纸尺寸定做加工。耐磨钢板现分为普通型、耐冲击型和高温型三种,定购高温耐磨和耐冲击型复合钢板要说明。



迪庆涌华金属科技有限公司始终以质量求生存、以质量求信誉、以质量求发展、以质量求效益,我们深知 耐厚板产品质量的优劣对于一个企业的重要性,为此我们严格按照标准组织生产,从原材料进厂开始,对生产环节中各工序进行了质量跟踪把关,保证出厂的每件 耐厚板产品合格,通过管理评审、内部质量审核,过程控制以及采取纠正与预防措施的自我完善机制,促进企业质量管理体系不断完善,使企业质量保证能力不断加强, 耐厚板产品质量水平逐步提高,一年一个新台阶。




